Why and how to maintain trunnion ball valves part 1
I will start with a question: Have you heard about maintenance free trunnion mounted ball valves? – – Yes. So have I, many times. Several times I have heard the statement: The valve is lubricated for life. Perfect, then you will save the time maintaining the valve. But don´t forget, the life of that valve can be very short.
Normally a maintenance free valve, is a valve without lubrication fittings and auxiliary valve/s, a valve without the possibility of maintenance if needed.
I am not saying that all trunnion ball valves needs maintenance, but all trunnion ball valve above 3” should have the possibility of maintenance if needed. So, what kind of maintenance equipment should the valve be equipped with?
Lets start with the top of the valve as illustrated in figure 1: Lubrication fitting to the stem. Argument: But the stem seals are lubricated for life, you don´t need any lubrication! The truth is; somebody don´t want to drill the extra hole and install a lubrication fitting in that hole. It makes the valve more expansive, and it may extend the valves life, how we will look at later in this article.
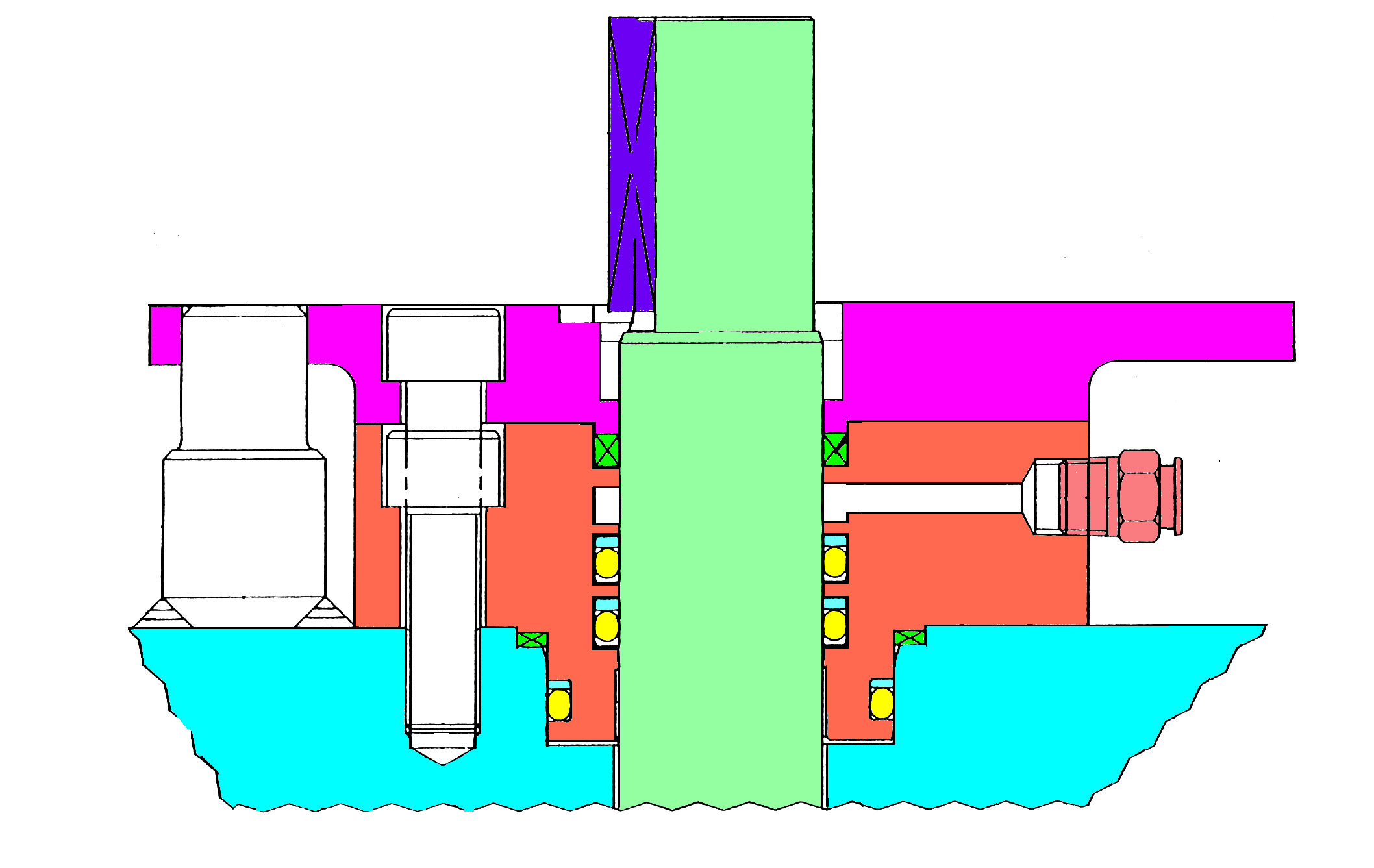
Figure 1
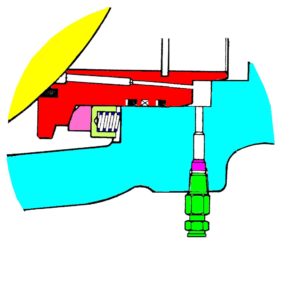
Figure 2
The next lubrication fittings are to be installed on the side of the body, with canals into the seats, as illustrated in figure 2. From many´s point of view, this fitting represent a possible leak point, and are not install as a safety reason. As for the fitting to the stem seal, lubrication fittings to the seats represent an additional cost in not only machining the body, but also extra machining of the seats; it will all increase the manufacturing cost of the valve. Then there is the installation of the inner check and the fitting; it all increases the valve cost. I on the other hand regard the lubrication fittings, as an important tool of maintenance, and after my opinion and experience all trunnion ball valve 3” – 8” should be installed with two fittings to each seat, and 10” and up should have four fittings to each seat. The reasons will be discussed later.
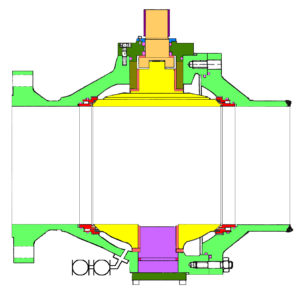
Figure 3
Then there is the auxiliary valve in the body. All trunnion ball valves 3” and lager should be equipped with one auxiliary valve at the lowest point into the valve cavity, as illustrated in figure 3. This connection into the cavity is normally machined to be able to factory-test the valve. But in many cases the hole is plugged with a blind plug or a blind flange and there are no way to use the cavity drain. Of cause there are also an extra cost installing a valve compared to a blind. If the end user did recognise the benefit in the fittings and auxiliary valve it would be listed on the VDS and the valve manufacturer would of cause machine and install the equipment, and it would be implemented into the price of the valve. If NOT listed, I don´t think many of the valve manufacturer would insist upon the extra machining and installation of the auxiliary equipment. But, I may be wrong. Stranger thing have happened.
In the latest years I have preformed valve first aid and maintenance on several valve around in Europe and I will use some of the examples to illustrate my point of view. The valves are all ball valve on a range from 3” class 300 and up to 42” class 1500
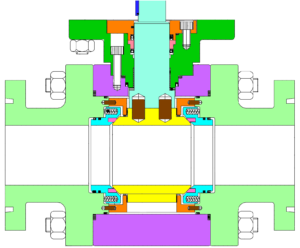
Figure 4
The valve illustrated in figure 4 is an 8” class 900 with a stem leak, it was not a lot, but to much to let it pas. As there was NO lubrication fitting to the stem and there was NO auxiliary valve in the cavity, there was nothing I could do but to change the stem seal in a depressurized system. To be able to do so that part of the proses had to be shut down and depressurized with double block and bleed on both sides. It took nearly one day to close down that part and set the double isolation and depressurize. Changing the seals took me two hours and then the system was pressurized and started up. In total the job took 16 hours.
Let´s take the same example and install a ½” auxiliary valve in the cavity. In that case I could have kept the valve in open position and under full production reduced the cavity pressure to atmosphere, left it for 10 minutes to verify the seal of both seats and then dismounted the orange stem-seal plate, changed the stem seal and re-installed the stem-seal plate. The job could in a safe manner have been executed within one hour without shutting down, and I have on two occasions done the job changing stem seal on export ESD valve during full production.

Figure 5
The last example on stem leakages is figure 5 and 6.
Figure 5 a 42” class 1500 export valve and figure 6 a 38” class 1500 import valve. Both valves were important ESD valves on high pressure (160 Bar) gas service. If the actuators were to be dismantled the ESD function was offline and the installations had to be shut down. But in both cases the valves did have lubrication fittings installed into the stem seal area. On the valve in figure 5 the lubrication canal went into a lantern ring, and in figure 6 it went below both stem seals but above the stem thrust.
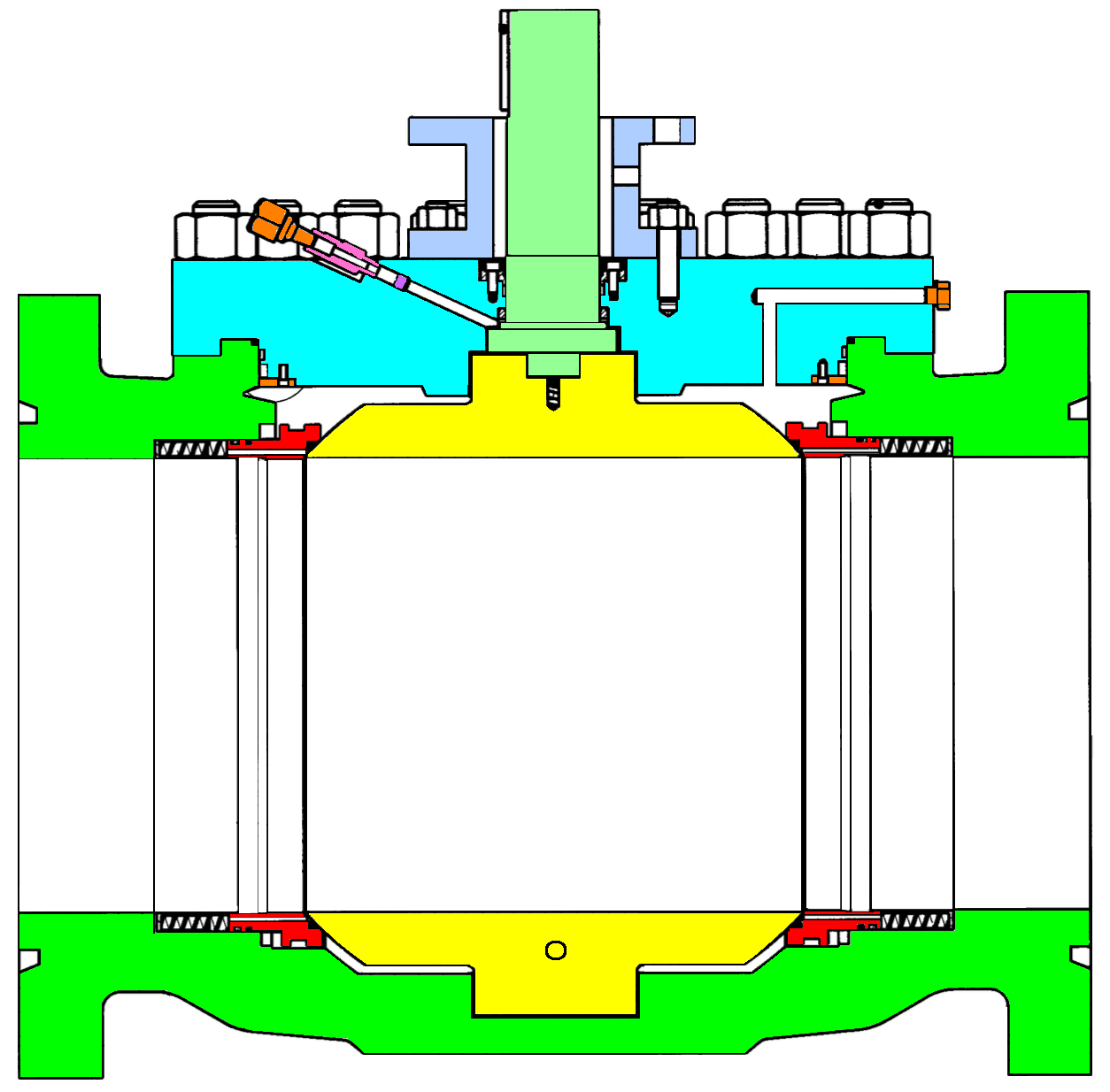
Figure 6
In both cases I injected medium light sealing component, that would not be effected by the gas and dry out. This is important; if using sealing component that would dry out and get hard, the leakage would come back and you could have done nothing. After injecting about 0,3 dl in figure 5 and 0,2 dl in figure 6 both valves was sealed and have been so ever since. But if they should start leaking again, it´s just to inject some strokes of sealing component, and that’s it. The valves can last for 20 more years without having to change the stem seals.
Both valves were without auxiliary valve in the body, they both had blind flanges connected in the cavity drain port. If one should change the stem seal on those two valves, an intelligent plug must be used to seal of the pipeline side, both plants would have to be shut down and major part would have to be depressurized, we are talking about multi million dollar cost per valve, compared to my injection of sealing component. Those fittings were worth there weight in diamonds.
To be continued
Do you want to download this article as a PDF?
Click here to download