Maintenance on the Christmas trees part 2
As discussed in part 1 it is important with fittings in the right positions if they are to fit the purpose of injecting and draining from the valve internals.
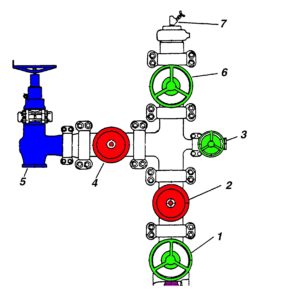
Figure 6
Start at the bottom in figure 6: Valve 1: The manual master valve. This is the most important valve as it is the one closest to the well. This valve is never to be opened with a differential pressure or closed in a flowing condition. In fact the valve is almost never operated. So how much body filler should be injected into the cavity? Lets turn the question around. Has there been any consumption at all? The answer is probably no! So why inject several kilos body filler every year? This valve needs operation, moving of the internal parts. When it comes to injecting body filler, inject a kilo or two every 5-year. But the most important maintenance is operation, moving of the gate and stem 4 – 6 times a year, but without flow or differential pressure.
Most people look at maintenance on well-head valves as injection of body filler, but one have to bear in mind that if using the wrong body filler that can create problems both on short and long term. If using body filler in gas service it can be that, in the worse case scenario, the body filler dries out, getting hard and preventing the gate from moving into the correct position. In some cases the parts of the body filler can dry out on the gate and prevent the gate and seat to seal properly, as illustrated in figure 1 (part 1)
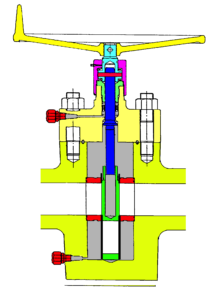
Figure 7
If using body filler inside a gate valve it is important to operate the valve several times a year. Looking at the illustrations in figures 7 and 8 one can se the gate in the lover position (7) and in the upper position (8). When moving the gate up and down the body filler will be worked inside the cavity, preventing it from drying out, especially if having a stationary spindle when the movement of the gate will lubricate the threads on the spindle and drive nut.
Valve 2: The hydraulic master valve. This is the main ESD valve, a reverse operated fail-safe fail closed valve. The difference between the manual and the hydraulic master valve is the operation sequence. The manual valve is almost never operated, but the hydraulic moves every time the well is shut due to an ESD or a closing sequence. This valve maintain itself if its operated 4 – 5 times a year. Inject body filler as on the manual master valve. But if there are two injection ports, one at the top and one at the bottom, one could fill into the lower and take out on the upper port. keeping complete control of what goes into the valve and the quality of that coming out.
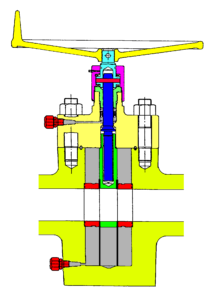
Figure 8
Valve 4: The automatic wing valve (reverse operated fail safe fail to close). This valve will normally be operated to the closed position in a flowing condition when the system trips in an ESD situation. Normally this valve will go to its closed position before the hydraulic master valve closes, and will act as a protector to the master valve. Besides the choke this is the valve exposed to the most wear and tear, due to the high velocity in the small opening between the valves gate and seats.
If this valve is without skirts I would not inject anything into this valve, as it will be gone during the first operation. But if installed with skirts and operated frequently (20 + per year) I would recommend filling the cavity with the cavity volume once a year. If the valve is equipped with two sets of injection ports you will have perfect control of the volume needed. There are several reasons to install skirts in a parallel gate valve.
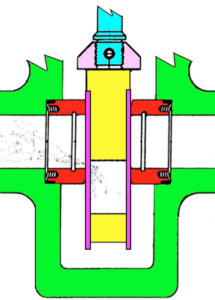
Figure 9
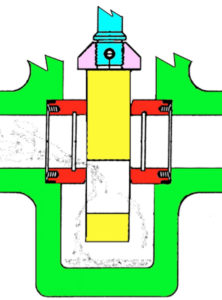
Figure 10
Besides holding the body filler inside the body of the valve, the skirts will also prevent build up of particles in the cavity. Figure 9 illustrates how the particles will enter into the bore of the gate and most of it will stay there until the gate is back in the open position and the particles are flushed down the line. But if looking at figure 10 you will see that the particles will be settled at the bottom in the cavity and may prevent the valve for proper functioning in the future.
The tree may also be equipped with a manual wing next to the hydraulic one. This manual wing valve is to be treated as the manual master valve and to be opened before opening the hydraulic valve.

Figure 11
Figure 6 it illustrates a tree existing of six valves bolted together, and it is easy to see that the valve bodies are installed in either the horizontal or vertical position with the stems in the horizontal position. But in a solid block tree as illustrated in figure 11 the wing valves are installed in a 45 degree angel, not in a horizontal position, witch means that the top and bottom are at different positions compared with a horizontal or vertical installed valve, and different from a valve installed in a horizontal line with the stem in the vertical position.
No matter what type of maintenance you are to preform it is always important to have the auxiliary valve and the fittings installed in the right position to enable the best possible maintenance. This is true not only on wellhead valves but on all valves in a production system.
What I am trying to explain is that, although the valves are next to each other on the same tree they are to be maintained differently. The normal maintenance on an X-mas tree is to depressurize the tree and inject the cavity volume of body filler into the valve, and that´s it. In most of the cases this is not good enough. One has to bear in mind the media, the placement and number of lubrication ports, type of internal parts and the function of the valve (the condition of the operation). This is true not only on an X-mas tree but also on valves downstream of the wellhead.
In a newly constructed low temperature gas processing plant the pipe system was filled with soft water, pressurized and tested to 150 %. After this testing the pipe was drained and dried. But the problem nobody thought of was that the lowest point in the system was the bottom of the parallel gate valves, and there were plenty of them and they were all without any draining facilities. There were no holes in the bottom of any of the valves. The valves had to be dismantled from the line and the body emptied by pouring the water out. When I asked why they did not drill a ½” hole in the bottom and drained, the answer was: The valve certificates would not be valid anymore if they drilled into the cavity. But what about the high-pressure test of the pipe system, is that valid after dismantling all the gate valves and NOT be able to perform a new high-pressure water test without getting into the same problems?
Preparing a system for maintenance by installing the auxiliary valves and the lubrication fittings does involve a cost on the investment side. However, an astronomical sawing can be made when you take into account the cost of replacing valves compared to investing in the proper maintenance of the valve. There is a price on maintenance, but the alternative is more expensive by fare.
Do you want to download this article as a PDF?
Click here to download